活動・成果
共同・受託研究等
知的財産
組織
活動・成果
活動・成果

共同・受託研究等
共同・受託研究等

知的財産
知的財産

製造技術
教育学部
金属加工研究室

| 専門分野 | 生産工学、加工学、放電加工、微細加工、砥粒加工 |
|---|---|
| キーワード | 微小径軸、高アスペクト比、微細加工、深穴加工、放電加工、微小径工具 |
微小径穴加工技術には、微小径ドリル工具を用いたドリル加工法、超短パルスを用いたレーザ加工法、放電加工法が挙げられます。加工効率の点からドリル加工法が広く利用されているものの、直径0.1mm以下の微小径穴や高アスペクト比(L/D10以上)の微小径深穴加工において、放電加工法が適用されています。
放電加工法を用いた微小径の穴加工では、穴径に対応した微小径の電極工具が必要となり、この電極の微細化が重要となります。特に、直径5μm以下の軸を成形するには、実用化されている加工機でも困難を極めています。
本研究は、電極軸を回転させながら成形プレート側へ走査放電加工する微細軸成形法を提案しています(右上図参照)。本手法は、軸成形が容易であり、放電面積が広いため効率のよい加工を実現しています。
これまで、直径10μm以下、L/D25以上の微小径の軸成形を実現しています。さらに、成形軸を用いた微小径穴加工へ展開しています(右下図参照)。現在、微小径の複雑形状加工への展開を行っています。
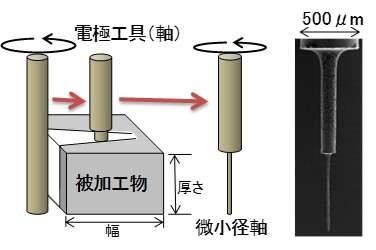
放電加工を用いた微小径軸成形法
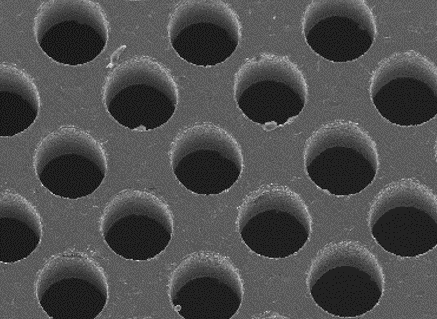
微小径穴加工(成形軸を用いた同一機上での加工)
| 関連する知的財産論文等 | 走査放電軸成形法における軸直径と消耗比(電気加工学会誌) Study of Deposition Machining Using Electrical Discharge with Reciprocation Rotation in Air Gap(International Journal of Electrical Machining) |
|---|
様々な金属材料に対し、高精度に微小径軸を成形することができます。
材料表面への表面改質もできるため、成形軸表面や加工穴内の表面改質が可能です。
・微小径軸を必要とする企業、自治体
・微小径の穴を必要とする企業、自治体
- 製造業(精密加工、工具、金型など)
- 医療分野などでの利用を期待しています。
![]()
お問い合わせは
新潟大学社会連携推進機構
ワンストップカウンター まで
onestop@adm.niigata-u.ac.jp ▶
